












在激光焊接中,保護氣體會影響焊(hàn)縫成型、焊縫質(zhì)量、焊縫熔(róng)深及熔寬,極大多數(shù)情況下,吹入保護氣體會對焊縫產生積極的影響作用(yòng),但是也可能會帶來(lái)不利的作用。
保護氣體(tǐ)的作用(yòng)
積極作(zuò)用(yòng)
1)正確的吹(chuī)入(rù)保護氣體會有效保(bǎo)護焊縫熔池減少甚至避免被氧化;
2)正(zhèng)確的吹入保護氣體可以有效減小焊接過(guò)程中產生(shēng)的飛濺(jiàn);
3)正確的吹入保護(hù)氣體可以促使焊縫熔池凝固時(shí)均勻鋪展,使得焊縫成型(xíng)均勻(yún)美觀;
4)正確的吹入保護(hù)氣(qì)體可以有效減小金屬蒸汽羽或者等離子雲對激光的屏蔽作用,增大激光的有效利用(yòng)率;
5)正確的吹入保護氣體可以有效減少焊縫氣孔。
隻要氣體種類、氣體流量、吹入方式選擇正確,完全可以獲得理想的效果。

但是,不正確(què)的保護氣體使用方式也會給焊接帶來不利的影(yǐng)響。
不利影響
1)不正確的吹入保護氣(qì)體可能(néng)會導致焊(hàn)縫變差;
2)選(xuǎn)擇(zé)錯誤的氣體(tǐ)種類可能會導致焊縫產生裂(liè)紋,也可能會導致(zhì)焊縫力學性能降低;
3)選擇錯誤的氣體吹入流(liú)量可能會(huì)導致焊縫氧化(huà)更嚴重(無論(lùn)是流量過大還是過小),也可能導致焊縫熔池金屬被外力(lì)幹擾嚴(yán)重造成焊縫塌陷或者成型不均勻;
4)選擇錯誤的氣體吹入方(fāng)式會導致焊縫達不到保護效果甚至基本無保護效果或者(zhě)對焊縫成型產生消極影響(xiǎng);
5)入保護氣(qì)體會(huì)對(duì)焊(hàn)縫熔深(shēn)產生一定影(yǐng)響,尤其的是薄板焊接時(shí),會減(jiǎn)小(xiǎo)焊縫熔深。
保(bǎo)護氣體的種(zhǒng)類
常用的(de)激(jī)光焊接保護氣體主要有(yǒu)N2、Ar、He,其物(wù)化(huà)性質各有差異,也(yě)因此對焊(hàn)縫的作用效果(guǒ)也各不相(xiàng)同。
1、氮氣N2
N2的電離能適中,比Ar的高,比He的低,在激光作用下(xià)電(diàn)離程度一般,可以較好的減小等離子體雲的形(xíng)成,從而增大激光的有效利用率。氮在一定溫度下可以與鋁合金、碳鋼發(fā)生化學反應,產(chǎn)生(shēng)氮化物,會提高焊縫脆性,韌性降低,對焊縫接頭的(de)力學性能會(huì)產(chǎn)生較大的不利影響,所以不建議使用氮氣(qì)對鋁合金和碳鋼焊縫進(jìn)行保護。
而氮與不鏽鋼發生化學反應產生的氮(dàn)化物可以提高焊縫接頭的強度(dù),會有利於焊(hàn)縫的力學性能提高,所以在焊接不鏽鋼時可以使用氮氣作為保護氣體。
2、氬氣Ar
Ar的(de)電離能相對最低,在激光作用下(xià)電離程度較高,不利於控(kòng)製等離子(zǐ)體雲的形成,會對激(jī)光的有效利用率產(chǎn)生一定的影響,但是Ar活性非常低,很難(nán)與常見(jiàn)金屬發生化學反應,而且Ar成本不高,除此之外,Ar的(de)密度(dù)較大,有利於下沉至焊縫熔池上方,可以更好的保護焊縫熔池,因此可以作為常規保護氣體使用。
3、氦氣He
He的電離能最高,在激光作(zuò)用下(xià)電離程度很低,可以很好的控製等離子體(tǐ)雲的形成,激光可以很好的作用於金屬,而(ér)且He活性非常低,基本不與金屬發生(shēng)化學反應,是很好的焊縫保(bǎo)護氣體,但是He的(de)成本太高,一般大批量生產型產品不會使用該氣體,He一般用於科學(xué)研究或者附加值非(fēi)常高的產品。
保護氣體的吹入(rù)方式
保護氣體的吹入(rù)方式目前主要有兩種:一種是旁(páng)軸側(cè)吹保護氣體,如(rú)圖1所(suǒ)示;另一種是同軸保護氣體,如圖2所示。
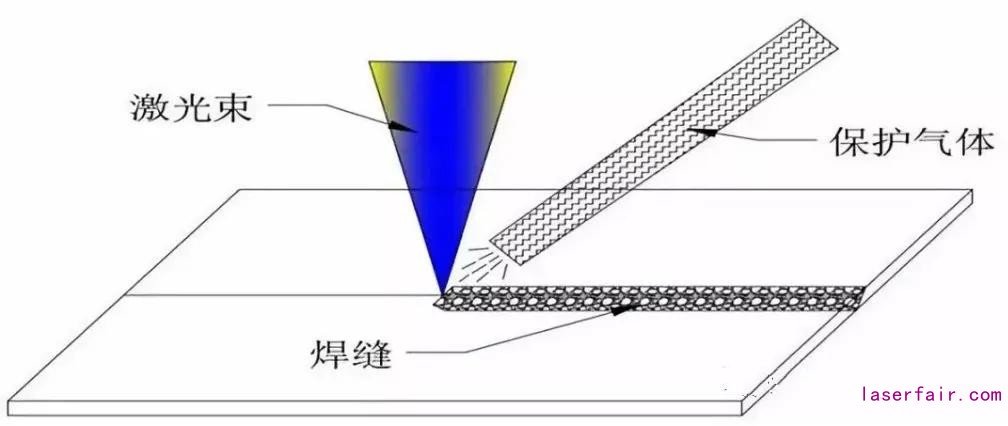
圖1 旁軸側吹保(bǎo)護氣體(tǐ)
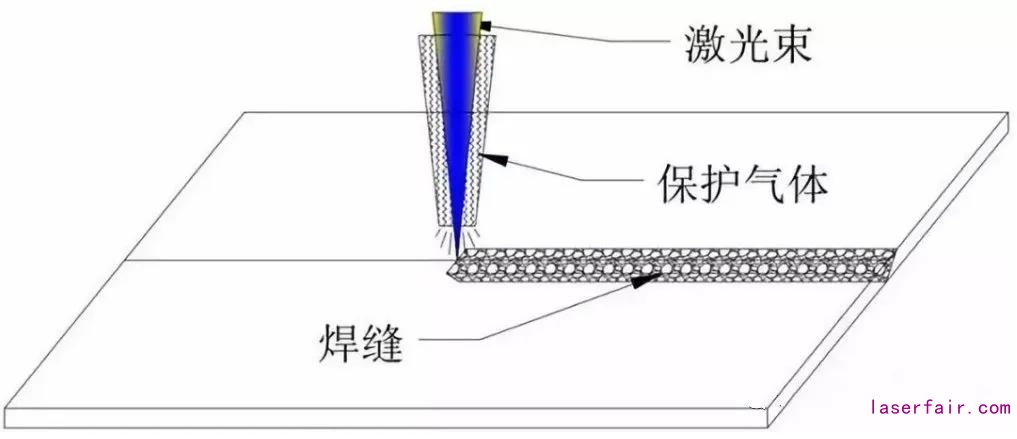
圖2 同軸保護氣體
兩種吹入方式具體該怎麽選擇是多方麵綜合考慮的,一般情況下建議采用側吹保護氣體的方式。
保護氣體吹入方式選擇原(yuán)則(zé)
首先需要明確的是,所謂的焊縫被(bèi)“氧化”僅是一種俗稱,理論上是指焊縫與空氣中有(yǒu)害成分發生(shēng)化學反應導致焊縫質量(liàng)變差,常見是焊縫(féng)金屬在一定溫度下與空氣中的氧、氮、氫等發生化學反應。
防止焊縫被(bèi)“氧化”就是減少或者避免這類有害成分與高溫狀態下的焊縫金屬接觸,這種高溫狀態不僅僅是熔化(huà)的熔池金屬,而是(shì)從焊縫金屬被熔化時一直(zhí)到熔池金屬凝(níng)固並且其溫度降低至一定溫度以下整個時間段過(guò)程。
舉例
比如(rú)說鈦合金焊接,當溫度在300℃以上時(shí)能快速吸氫,450℃以上時能快(kuài)速吸氧,600℃以(yǐ)上(shàng)時能快速吸(xī)氮,所(suǒ)以鈦合金焊縫在凝固後並且溫度降低至300℃以下(xià)這個階段內均需受到有效(xiào)的(de)保護效(xiào)果,否則就會被“氧化”。
從上述描述不難(nán)明白,吹入(rù)的保護氣體不僅僅需要適時對焊(hàn)縫熔池進行保護,還(hái)需(xū)要對已經焊接過(guò)的剛剛凝固的區域(yù)進行保護,所以一般均采用(yòng)圖1所(suǒ)示的旁軸側吹保護氣(qì)體,因為這種方式的保(bǎo)護方式相對於圖2中的同軸保護方式的保護範圍更廣泛,尤其是對焊縫剛剛凝固的區域有較好的(de)保護。
旁軸側吹對於工程應用來說,不是所有的產品都能夠采用旁軸側吹保(bǎo)護(hù)氣體的方式,對於某(mǒu)些具體(tǐ)的產品(pǐn),隻能采用同軸保護氣體,具體需要從產品結(jié)構以及接頭形式進行有針對性的選擇。
具(jù)體(tǐ)保護氣體(tǐ)吹入方式的選擇
直線焊縫
如圖3所示,產品的焊縫形(xíng)狀為直線狀,接頭形式(shì)為對接接頭、搭接接頭、陰角(jiǎo)角縫接頭或者疊焊接頭均可,此類型的產(chǎn)品均是采用圖1所示的旁軸側吹保護氣體方式為佳。
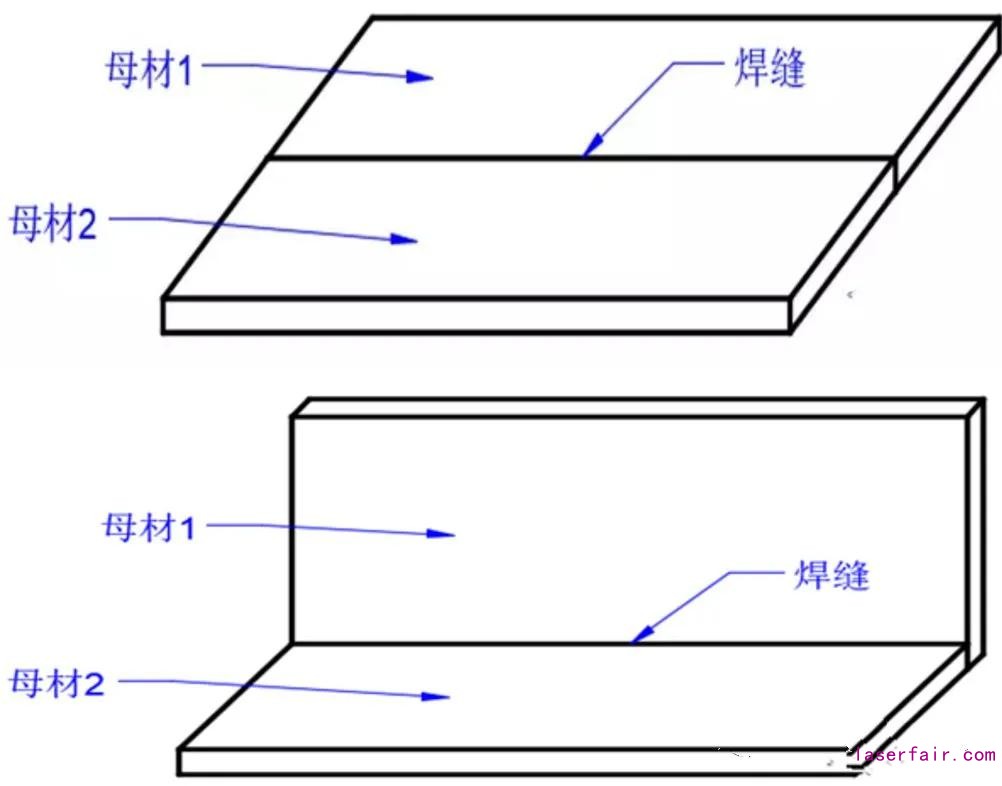
圖3 直線狀焊縫
平麵封閉圖形焊縫
如圖4所示,產品的焊縫形狀為平麵圓周狀、平麵多邊形狀、平麵多段線狀等封閉型圖形,接頭形式為對接接頭、搭接接頭、疊焊接頭等均可,此類型產品(pǐn)均是采用圖2所示的(de)同軸保護氣體方式為佳。
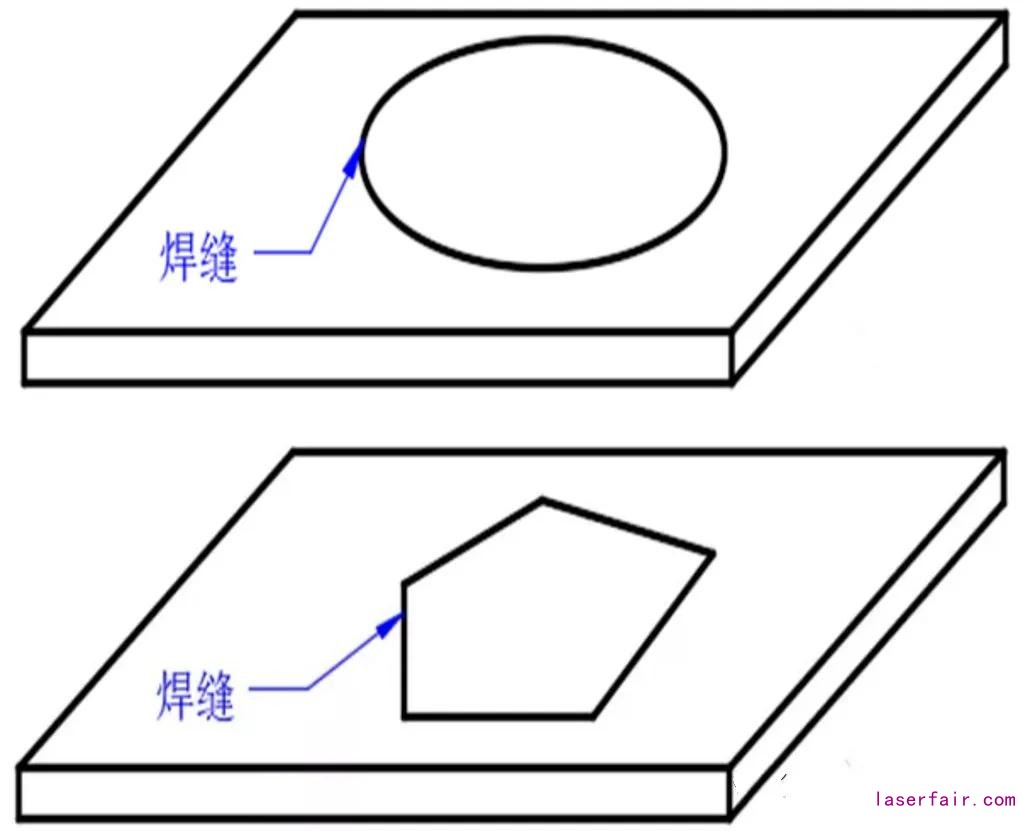
圖4 平(píng)麵封閉圖形狀焊縫
保護氣體的選用直(zhí)接影(yǐng)響(xiǎng)到焊接生產的質量、效(xiào)率及成本,但由於焊接材質的多樣性(xìng),在實際(jì)焊接過程(chéng)中(zhōng),焊接氣體的選用也比(bǐ)較複雜,需要綜合考(kǎo)慮焊接材質、焊接方法、焊(hàn)接位置,以及要(yào)求的焊接(jiē)效果,通過焊接測試才能選擇更適合的焊接氣體,達到更佳的焊接結(jié)果
